2025年10月31日
TE2025年10月30日
罗克韦尔2025年10月24日
采埃孚2025年10月24日
兆易创新2025年10月24日
欣旺达2025年10月27日
魏德米勒
2025年10月22日
倍福
2025年10月16日
罗克韦尔
2025年10月16日
明珞装备
2025年10月11日
EMAG
2025年10月31日
海克斯康
2025年10月24日
Melexis
2025年10月24日
倍加福
2025年10月23日
科尔摩根
2025年10月23日
海康机器人
目前,在现生产中,诸如产品结构是否满足注塑成型工艺要求、所选的原材料是否能与模具结构相匹配、产品注塑成型工艺参数是否合理、产品熔接痕的位置、数量及对产品质量的影响、模具设计及反复试模耗费大量时间等问题始终困扰着我们。随着塑料在汽车上越来越广泛的应用,对汽车塑料件的质量需求越来越高。而设计制造高质量的汽车塑料零件需要优秀的产品设计、高水准的模具和优化的注塑成型工艺三个环节的有机结合。
由于塑料CAE 模拟技术能事先对产品结构的工艺性、制件成型后的质量及模具流道结构进行有效设计,使发现的问题及时在产品设计完成之前予以修正,避免了传统设计程序的弊端——模具加工完成、试模出问题后,再去修改设计、试模调模。从而缩短了产品开发周期,降低了产品成本。
下面针对现有几种汽车塑料制件存在的质量问题,应用MOLDFLOW 软件进行模拟分析,探索将塑料CAE 技术与产品设计相结合,解决产品缺陷。以下是我们就塑料件的尺寸、缩痕、翘曲变形、应力集中等质量缺陷,应用CAE 技术进行模拟分析的几个实例:
分析对象包括:汽车散热器水箱面罩、杂物箱盖、倒车灯灯罩;
分析模拟用软件:MOLDFLOW;
CAD 建模软件:EUCLID、PRO/E。
1 模拟分析杂物箱盖翘曲问题的原因及消除
1.1 盖翘曲问题的原因
目前存在的问题是产品生产出来后,在盖的两角处发生向外翘曲,影响了产品外观质量和装车进度。为找出问题产生的原因,我们首先用现生产工艺参数进行模拟分析。
表1 现生产工艺参数
材料名称 改性 PP
模具温度 40℃
熔体温度 210℃
注射时间 3s
注射压力 37MPa
保压时间 3.5s
保压压力 30 MPa
现生产工艺采用一级注塑、一级保压。经对制件体收缩分析,得到产品体收缩分布图(图1)。

图1
可以看出:两端处体收缩(比较大)达11%,高于中间部位(7%)。由于产品整体体收缩不均,导致了产品翘曲。
1.2 改进方案一
按照传统的设计思想——修改产品结构:在产品内侧加两条加强筋。但实际生产出的产品,翘曲依然存在,而且加强筋外表面出现明显缩痕。经我们通过计算机模拟分析,得到如图2 所示结果。

图2
两端处体收缩仍为11%,而且加强筋相对的外表面的体收缩增大,因而导致上述结果。可见这一方案并没有从根本上将问题解决。
1.3 改进方案二
采用CAE 分析技术对工艺参数优化设计经过模拟分析,我们获得优化的工艺参数。主要是:增加了保压曲线(由一级保压变为二级保压),保压压力由原来的30MPa 增加到60MPa,并延长保压时间,由原来的3.5s 增加到10s。

图3 保压曲线
这样得到的产品两端体收缩降到4.5%,而且在产品表面分布均匀(图4),从而消除了翘曲变形。

图4 产品体收缩分布图
2 汽车倒车灯灯罩的应力分析及结构优化
目前,此产品存在着成型后两端头出现内部裂纹的缺陷。分别按照现生产工艺参数(采用材料为PMMA模具温度50℃,熔料温度220℃)和MOLDFLOW 数据库推荐参数(模具温度80℃,熔料温度230℃)进行模拟分析,得到的分析结果表明应力均集中在两端头,且均超过材料的最大的剪应力。图5 是以MOLDFLOW 数据库推荐参数进行模拟获得的应力分布图:
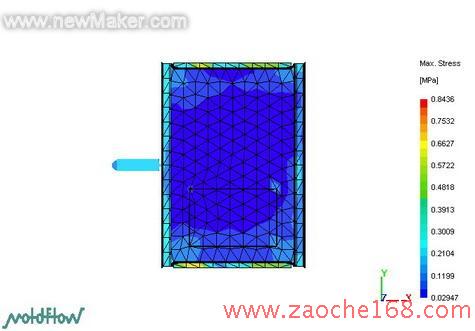
图5
从图5 中我们看到,整个产品应力分布最大值为0.5~0.6MPa,并且位置集中在两端头。而材料的最大剪应力为0.4 MPa。一般在应力值高的地方易产生应力集中,而裂纹是应力释放的结果。这就是产品在两端部出现裂纹的原因。
随后我们采用修改两端头壁厚的方案,也就是将两端头的壁厚增加0.2mm,力图使此部位物料流动顺畅,从而降低此处剪切应力,使产品的整体应力水平下降。工艺参数不变,模拟分析得到产品成型后应力分布图(图6)。
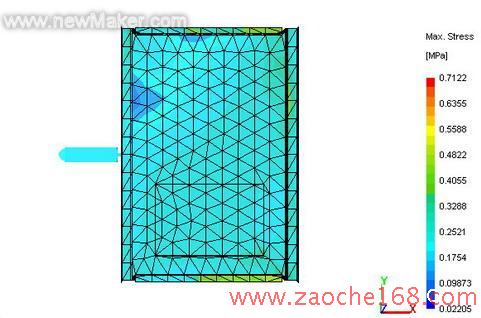
图6
结果使产品两端部应力值明显下降(降到0.4MPa 左右),从而避免了应力集中,也就消除了产品内部裂纹。
3 应用CAE 解决汽车散热器水箱面罩的质量缺陷
3.1 产品存在的问题
(1)产品横向尺寸偏大影响装车;
(2)零件表面在8 个浇口附近有收缩痕;
(3)熔接痕数量多,影响产品外观质量。
3.2 模型准备
Moldflow 动态模拟分析所采用的模型为三维实体(Fusion)模型。模型的来源可由其他造型软件输入,也可以用自身所带的建模模块(Moldflow moldeler)来建立。但由于我们所研究的产品造型较复杂,因此我们采用从其他图形软件中读取数据。
(1)数据最初是用EUCLID 软件进行实体建模的,所以我们又用PRO\E 软件,将原模型中的面特征进行提取、剪切,缝合成实体后,形成封闭的曲面,再转化为实体,按STL 格式输出(如图7)。

图7 PRO/E 三维造型后的模型
(2)Moldflow 读入STL 格式文件,经输入网格、分类、匹配、叠合、缝合等操作得到有限元网格;根据模具图样设计浇口流道和冷却系统的面模型,再将其进行网格定义、分类。图8 为目前浇注系统分布图:

图8 8 浇口系统
现有模具为三板结构,共8 个进浇口。
3.3 对目前产品成型状况进行模拟分析
3.3.1 用现生产用材料、工艺参数和设备状况进行模拟分析
针对目前产品存在的问题,首先采用现生产工艺参数、设备条件、原材料进行模拟分析。
表2 原材料参数表
项 目 参 数
材 料 种 类 ABS/PC
材 料 牌 号 Bayer AG Bayblend T45
熔 融 温 度 260 ~ 300℃
剪 切 应 力 0.4MPa
顶 出 温 度 110℃
非 流 动 温 度 130℃
3.3.2 现生产工艺参数(见表3)
表3 现生产工艺参数
项目 参数
熔 体 温 度(℃) 230
模 具 温 度(℃) 50
注 射 压 力(MPa) 1 级90 2 级85 3 级80
注 射 时 间(s) 1 级5 2 级8 3 级10
保 压 压 力(bar) 80
保 压 时 间(s) 10
3.3.3. 设备参数
设备: UN – 1380/6300g;
最大注射压力:140MPa;
最大锁模力:1380t。
3.3.4 模拟分析
用以上参数进行模拟分析,结果如下:
(1)时间分布图(图9)。填充时间分布图说明了熔融树脂在模具型腔中的填充过程,图9 中的中间深色区域是熔体最后填充部位,分布较宽。

图9
(2)熔接痕位置分布图(图 10)。熔接痕是在料流相遇处形成的。从图中看出熔接痕大部分分布在料流最后填充部位。从零件整体看,中间格栅部分和外边缘处熔接痕较多(外边缘约九处),图中深色点表示该处熔接痕的质量不好。这与现生产中的情况相符。
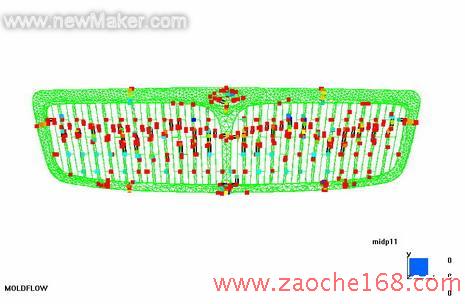
图10
(3)制件表面收缩情况 (见图11)。延时保压使表面收缩痕都分布在8 个浇口附近,收缩值是0.0145mm,是可见的缺陷:凹坑。(只有Sink mark depth=0.007mm 时,收缩才是肉眼不可见的)。这与实际情况相符。

图11
(4)制品内部应力分布图 (见图12)。图中表示超出材料最大剪应力的部分:制品内部最高应力值是1.135MPa,而材料的最大剪应力为0.4MPa。图中深色部分为剪应力超过材料极限应力的部分,分布较广。应力值高的部位易造成应力开裂。
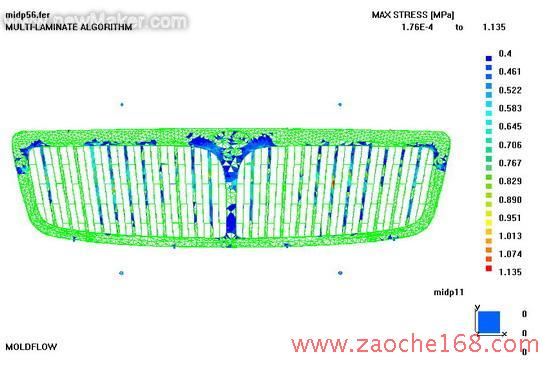
图12
(5)制品横向尺寸变化趋势 (见图 13)。按现有模具型腔设计尺寸注射成型的制品,横向收缩4.8mm才能达到产品设计要求。而实际生产中制品成型后,横向尺寸值收缩2.5mm,造成产品尺寸偏大,不能满足装车要求。

图13
3.4 减少或消除缺陷的模拟分析
通过以上的分析结果,找到了问题出现的原因。针对上述分析结果,我们首先对各成型工艺参数进行优化设计,以期获得良好的效果。经过采用Flow、Packing、Cool 等模块进行的模拟分析,并将原一级保压变为3 级保压。获得的优化的注塑成型工艺参数见表4、表5。
表4
模具温度 ℃ 70
熔体温度 ℃ 280
注射压力 MPa 67
注射时间sec 5
表5 保压压力参数
保压压力 MPa 保压时间 sec
32 0
32 7.2
31 12.0
7.1 7.5
0 0
通过上面对工艺参数的优化设计,得到如下结果。
3.4.1 优化后制品表面收缩痕减小(见图14)

图14
分析结果:浇口处体收缩值已由原来的0.014mm 减小至0.004mm,为肉眼不可见的,从而消除了8浇口处的缺陷收缩痕。
3.4.2 优化后产品内应力下降 (图15)

图15
与上述按现生产工艺参数进行模拟的应力分布结果相比较,制品四边框和中间部分高应力值区域已消除,制品内部应力已大大降低,并且超值区分布较窄,从而使产品内在质量趋于稳定。
3.4.3 优化后,使产品尺寸得到校正
按优化的工艺参数进行翘曲分析,通过调整保压曲线,控制产品横向尺寸收缩,能够得到使产品横向尺寸缩小的趋势(图16),从而达到满足产品设计要求的目的。

图16
保压压力为45MPa 时,制品横向尺寸收缩6.7mm。
3.5 指导生产实际
以优化的工艺参数为基础进行现场调试,得到以下结果:
(1)浇口处收缩导致的冷斑(收缩痕)明显减小或基本消失,这与CAE 结果相符。照片1、2 是工艺调整前、后浇口处的收缩情况。
(2)产品横向尺寸比调整前缩小1mm。
(3)由于产品模具浇注系统维持原状,所以熔接痕的问题未能得到彻底解决。


照片1 调整前 照片2 调整后
4 结论
通过以上对注塑过程的CAE 分析,表明:在汽车塑料件生产中采用动态模拟分析技术,将三维实体造型读入Moldflow 的MPI 用户界面,对浇口、流道和冷却系统,进行深入全面的流动、保压、冷却、翘曲、结构应力分析,找出现生产中产品出现缺陷的原因,提出解决方案。同时对注塑成型工艺参数进行优化,从而提高了产品质量,降低废品率。因此,塑料CAE 模拟分析技术在汽车塑料产品生产中有着广泛的理论指导意义和实际应用价值。




























































官方微信号

官方视频号
