2025年10月31日
TE2025年10月30日
罗克韦尔2025年10月24日
采埃孚2025年10月24日
兆易创新2025年10月24日
欣旺达2025年10月27日
魏德米勒
2025年10月22日
倍福
2025年10月16日
罗克韦尔
2025年10月16日
明珞装备
2025年10月11日
EMAG
2025年10月31日
海克斯康
2025年10月24日
Melexis
2025年10月24日
倍加福
2025年10月23日
科尔摩根
2025年10月23日
海康机器人
摘要:铁屑是铣磨车收集系统的运输介质。分析作为微观的个体( 单个铁屑) 和宏观的物料( 一个工作单位时间产生的铁屑) ,对设计铁屑收集系统和铁屑收集系统的基础理论研究作用很大。从林辛格生产铣磨车的铣加工工作原理出发,分析微观的个体铁屑外形尺寸、体积和质量,随后在单个的铁屑参数基础上,计算出一段工作时间内排出的铁屑体积和质量,最后计算出直径为1 400 mm 的铣刀排屑的参数。这个方法可以推广到任何直径铣刀盘的铁屑收集系统的设计之中。
随着城市轨道交通发展规模的不断扩大,城市轨道交通的可持续发展问题已成为我国城市轨道交通发展战略的首要问题[1]。有效的钢轨维修和维护能够对城市轨道交通的可靠性、可持续性和安全性起到不可忽视的重要作用。同时,随着高速铁路的发展,铁路部门对钢轨轮廓质量的要求也日益严格,过去传统的检测和修护方法已不能满足铁路部门的要求[2]。钢轨的磨耗,比如侧面磨耗和波磨( 见图1) ,不仅造成了轨道运行时的噪声污染,而且增加了养护维修费用。利用钢轨铣磨车定期对钢轨进行维护,不仅能消除钢轨磨耗,同时也可清除钢轨表面的接触疲劳层,防止轨头剥落掉块,有效延长钢轨使用寿命,降低轮轨噪声,提高列车运行平稳性和旅客乘坐舒适度,有效降低运输故障率和事故率。
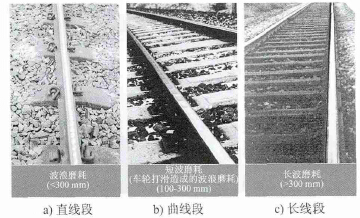
钢轨的磨损
铣磨车的铣单元是对钢轨粗铣床削加工,其产生的铁屑量大而且不均匀程度高。对单个铁屑和铁屑物料同步分析,有助于铁屑收集系统的设计和后期的理论研究。
1、 钢轨截面分析和铣单元的铣削原理
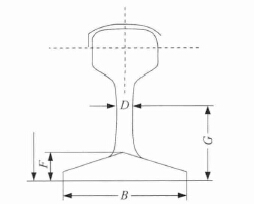
标准钢轨截面界面( 见图2) 使用一段时间后轨头形状就会出现改变( 见图3) 。这就会加速钢轨不均匀磨损、破坏,甚至导致车辆故障和行车事故。2010 年6 月颁发的《高速铁路钢轨养护维修实施细则( 试行) 》中规定: 钢轨轨头的总磨耗= 垂直磨耗+ 1 /2 侧面磨耗。侧面磨耗在钢轨踏面( 按标准断面) 下16 mm 处测量( 见图4) 。60 kg 钢轨在
全国铁路和城市轨道交通线路中的应用最为普遍,因此以60 kg 钢轨为例进行分析。刀片按轨头截面轮廓排列,每个刀片切削轨头的截面为一段小直线,通过N 段小直线就能模拟出轨头的曲线轮廓。即用N 段直线仿真轨头曲线。
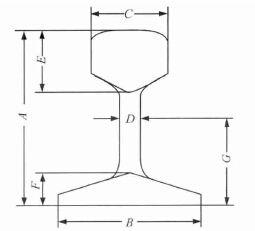
标准钢轨的截面图
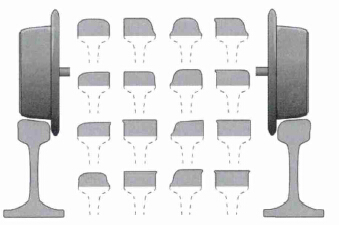
使用中的各种轨头截面
成型刀片切削截面图
林辛格铣刀盘的一组成型刀由7 个刀片组成( 见图5) ,外加一个刀片对轨头轮廓以下小区域进行修整,目的是更好地巩固成型刀片修整效果。一次作业后,轨头的外形轮廓和收集到的铁屑见图6 及图7。

林辛格铣刀盘

铣单元加工后的轨头轮廓
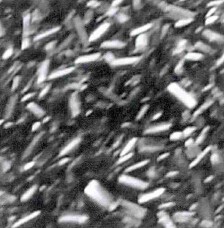
铁屑
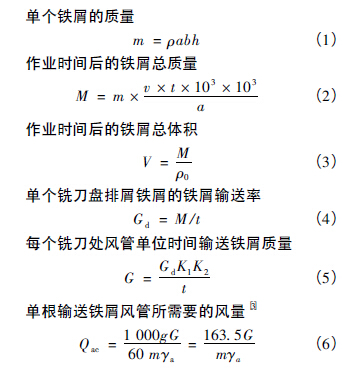
铁屑是铣刀盘加工后的排出物,需要及时输送走,否则会打坏铣刀,影响作业效率。铁屑也是铁屑收集系统的运输物料,是铁屑收集系统设计的重要依据。单个铁屑的参数( 包含铁屑的长度a、宽度b、厚度h 等) 由铣刀刀片参数和切削深度决定。下面以林辛格铣磨车铣刀盘( 直径为600 mm)
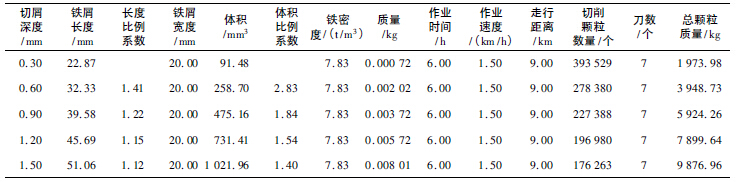
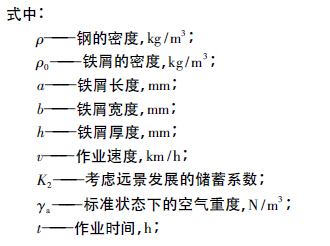
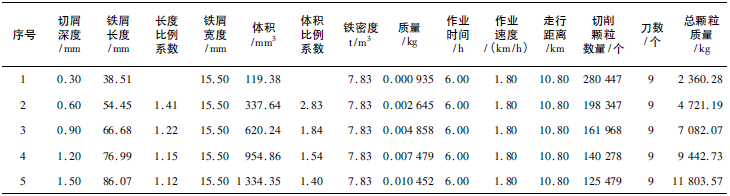
在极限作业速度1. 5 km/h 的工况条件下,计算单个铁屑和物料铁屑的参数。铣磨车铣刀盘切屑钢轨示意图见图8。刀片参数为长11 mm、宽20 mm,切屑深度为1. 5 mm,得到的单个铁屑为51. 06 mm× 20. 00 mm × 1. 50 mm 长方体模型( 见图9) 。按照调研收集的铁屑参数,对长方体模型进行仿真变形得到铁屑模型( 见图10) 。当作业2 个天窗时间( 6 h) 、作业的距离为9 km 时,切屑铁屑的颗粒为176 263. 22 个,物料铁屑的质量为9 876. 96kg。( 说明: 现场作业2 个天窗时间,剔除准备和收车等时间,一般作业时间为4 h 左右,但设计必须按满负荷工况。) 同理,可以以林辛格铣单元为例算出不同工况下铣刀铁屑参数( 见表1) 。这对铁屑收集系统中的风机和输送管的参数设计( 式4~ 6) 提供了重要基础。
铣刀铁屑参数统计表
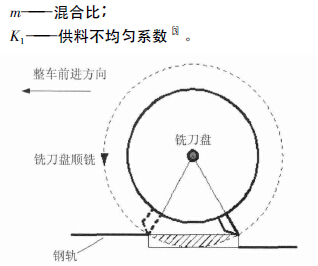
铣刀盘切屑示意图
铁屑长方体模型
2 、理论计算结果和现场调研数据对比分析
2个工作天窗作业后,根据铁屑占铁屑仓的高度比例,大致估算出铁屑的质量和体积,然后通过运输带排出铁屑,过磅称出铁屑的质量( 铁屑回收为炼钢的原料) 。表2 是理论计算结果和上海铁路维修基地使用林辛格生产的铣磨车加工钢轨得到铁屑数据的比较。
从调研得到的表2 中可以看到,收集到的铁屑质量比较精确。由于线路本身的破损情况不同,另外作业和排卸过程中小部分铁屑遗失,所以相同作业时间下,得到的铁屑质量为9 000 ~ 10 000 kg。理论计算得到的铁屑质量为9 876. 96 kg。两者较为接近,说明对单个铁屑和铁屑物料的计算方法可行。这也是铁屑收集系统计算的重要参数。
上海林辛格铣磨车实际作业铣削参数统计表

根据经验积累得到,长钢铁屑的密度ρ0为1. 0× 103 kg /m3,短钢铁屑的密度ρ0为1. 7 × 103kg /m3。可以根据客户要求铣磨车连续作业时间的长短来设计铁屑收集箱的体积。
某厂商将研发新型铣磨车,采用直径为1 400mm 的铣刀盘,轨面轮廓由9 个刀片加工完成,作业更平稳,仿形精度更高。由以上的计算方法可以比较精确地计算出新车型加工钢轨时排出铁屑参数。这对后期的研发设计新车型的铁屑收集系统帮助很大。表3 是对该款新车型加工60 kg 钢轨时排出铁屑参数的计算结果。
铣刀铁屑质量统计表
3 、结语
从理论和实践两个方面对铁屑质量做了对比分析,从而为铁屑收集系统的设计和优化奠定了理论基础。铁屑质量的研究不但为铁屑收集系统的设计和铁屑收集箱的设计起指导性作用,还为作业过程中整车轴重变化对整车的平稳性和安全性评估提供理论依据。所以,铣磨车铣加工钢轨的铁屑参数分析研究具有现实意义和应用价值。
(昆明中铁大型养路机械集团)




























































官方微信号

官方视频号
