2025年10月31日
TE2025年10月30日
罗克韦尔2025年10月24日
采埃孚2025年10月24日
兆易创新2025年10月24日
欣旺达2025年10月27日
魏德米勒
2025年10月22日
倍福
2025年10月16日
罗克韦尔
2025年10月16日
明珞装备
2025年10月11日
EMAG
2025年10月31日
海克斯康
2025年10月24日
Melexis
2025年10月24日
倍加福
2025年10月23日
科尔摩根
2025年10月23日
海康机器人
引言
近年来,随着制造业的迅猛发展,深孔加工技术加工效率及精度的提高成为制约整个制造装配技术的发展瓶颈。排屑不畅是影响深孔加工技术发展的主要问题之一,特别是在高速加工小深孔时,极易发生堵屑现象,造成废品率较高[1-2]。如何保证深孔加工排屑顺畅,成为各大科研院所及院校关注的热点。
目前,解决排屑困难的常规途径有三种:拓展排屑空间,控制切屑形态和增强排屑动力。负压抽屑技术就是采用第三种排屑途径的一种方式。它增加其抽吸力,实现主动排屑[3]。
1 、负压抽屑工作原理
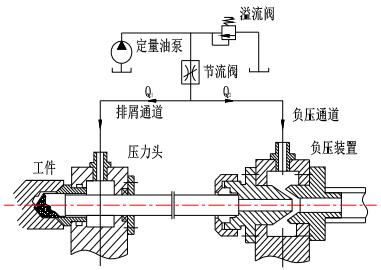
图 1 负压抽屑装置示意图
如图 1 所示,高压切削液经节流阀分为两支液流:前一支液流经排屑通道流向切削刃,推切屑进入出屑口;后一支液流穿过负压通道,形成环形射流,产生负压抽吸效应,从而增加钻杆内部前后压力差,即通过产生的负压来增强系统的排屑动力[4]。实践证明,它在排屑过程中起到了一定的作用。
2、 负压抽屑装置数学模型
图 2 为负压抽屑汇流模型,沿程流动过程中存在流体汇流的情况:截面 1-1 为排屑通道,通道直径为 D1,流经其流量为 Q1,流速为 v1;截面 2-2 为负压通道,射流间隙为δ,流经其流量为 Q2,流速为 v2;截面 0—0 为汇流后的总通道,通道直径为 D2,流经其流量为 Q0,流速为 v0[5-7]。
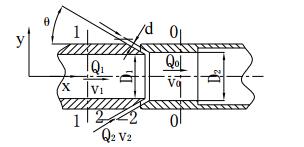
图 2 负压抽屑汇流模型
如图 2 所示,对于支流与总流,根据质量守恒定律,有
Q0=Q1+Q2 (1)
沿 流 动 方 向 分 别 写 出 过 流 截 面 1-1 与 0-0、2-2 与0-0 之间总流的伯努利方程:
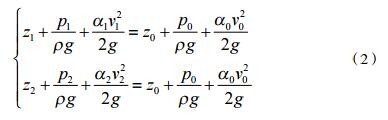
式中,θ 为射流喷嘴的喷射角。
以上所建数学模型的假设条件为:①排屑通道与负压通道中切削液的温度相同;②切削液无粘性作用;③切削液无杂质且不可压缩;④排屑通道与负压通道中的切削液均为二维无旋流动。
3 、负压抽屑装置仿真分析
(1)建立模型。为了分析比较负压通道中流量变化对负压的影响,将图 2 所示的其他参数均设置成定值,所以令 D1=17mm,δ=0.45mm,θ=30°,D2=D1+2δcosθ。利用前处理器 GAMBIT 软件进行建模、划分网格并设置 边 界 条 件 。 设 置 入 口 边 界 条 件 为 速 度 入 口 边 界(VELOCITY_INLET),出口边界为自然流出(OUTFLOW),其他边界均为壁面边界(WALL),最后将文件保存成.msh格式。所建流场的二维仿真模型及其局部放大图如图 3所示。
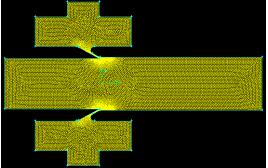
图 3 流场二维仿真模型
(2)求解器的设置。将 GAMBIT 生成的.msh 网格文件导入 FLUENT 中,首先检查网格质量,如果没问题,便可对模型进行仿真。
所设流体材料为硫化切削液 (Sulfur-Liquid),其密度为 2000kg/m3,粘度为 1.72×10-5kg/m·s;在边界条件的设置中,令排屑通道流量为 92L/min,分析负压通道中流量为46L/min,即排屑通道进油口速度为 6.76m/s,射流口速度为 31.9m/s;收敛准则选择差分方程表示的连续方程两边的计算差值小于 0.0001 为准。
(3)仿真结果。经仿真运算,总压力云图、速度云图及负压区径向截面全压力 XY 散点图分别如图 4(a)、(b)所示。
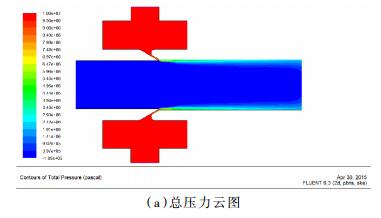
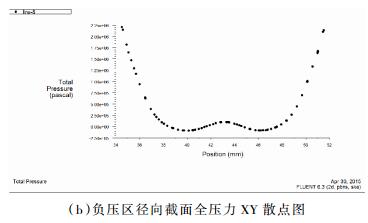
图 4 仿真结果图
4 、无负压抽屑装置的仿真分析
(1) 建立模型。建立无负压抽屑装置的三维模型,即仅 有 排 屑 通 道 ,D1=17mm。 设 流 体 材 料 为 硫 化 切 削 液(Sulfur-Liquid), 其 密 度 为 2000kg/m3, 粘 度 为 1.72 ×10-5kg/m·s;在边界条 件的 设置 中, 令 排屑 通道 流量 为92L/min,收敛准则选择差分方程表示的连续方程两边的计算差值小于 0.0001 为准。
(2)仿真结果。经过仿真运算,总压力云图如图 5 所示。
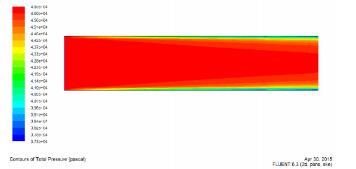
图 5 仿真结果图
5 、结论
对比图 4、图 5 可知,无负压抽屑装置中,切屑只受到来自通道入口的推力,压强为 4.6×104Pa,而负压抽屑装置能产生一个负压。当负压通道中流量为 46L/min 时,所产生的负压值为 1.5×105Pa,是推力的 3 倍。负压所形成的抽吸力直接作用于切屑上,加上来自通道入口的推力,使得切屑随切削液加速排出,更有利于排屑顺畅。




























































官方微信号

官方视频号
