2025年10月31日
TE2025年10月30日
罗克韦尔2025年10月24日
采埃孚2025年10月24日
兆易创新2025年10月24日
欣旺达2025年10月27日
魏德米勒
2025年10月22日
倍福
2025年10月16日
罗克韦尔
2025年10月16日
明珞装备
2025年10月11日
EMAG
2025年10月31日
海克斯康
2025年10月24日
Melexis
2025年10月24日
倍加福
2025年10月23日
科尔摩根
2025年10月23日
海康机器人
此项操作法应用于回转轴套类件上倾斜孔零件的加工。具体涉及加工该零件的工艺路线设计、夹具设计及刀具设计等。(本篇选自《机械加工特色操作及实用案例》第一章(十七)汽轮机零件喷嘴的加工操作法)
背景技术:该加工方法适用于不规则零件的车削加工,在同行业的机械加工中可以推广应用。
零件结构如图1所示,零件产品如图2所示,材料为铬锆铜,内孔公差尺寸相对于外圆同轴度0.05mm和零件喷嘴轴线倾斜40°的螺纹M12×1.5-6g与90°±5"锥面同轴度0.02mm,需要工艺保证,一次装夹完成。90°锥面和相配合件测压器配研,接触面积大于90%,13×φ5mm均布孔与零件端面垂直度0.15mm。

图1 零件示意
图2 零件产品
加工工艺性分析:
(1)零件较复杂,加工时,要认真分析零件的加工要求,合理编制各工序的加工顺序,应选择精度较高、装夹稳定可靠的表面。同时,为减小外形R10mm圆弧槽对加工13×φ5mm各孔的影响,以及外形各径的阶台对零件定位、夹紧和找正的不利影响,外形尺寸加工为φ60mm作为内孔各尺寸、13×φ5mm各孔与零件轴线倾斜40°角的M12×1.5-6g、90°锥面的加工基准。
(2)为了方便M12×1.5-6g和90°±5"锥面倾斜孔加工,需要设计40°倾斜孔加工专用车床夹具。
(3)为保证各R槽尺寸的准确,采用成形刀具,并用线切割样板检测。
针对加工工艺性分析,采取了以下技术措施:
(1)设计制作了M12×1.5-6g和90°±5"锥面的倾斜孔车床夹具,保证了40°倾斜孔各尺寸的准确加工。夹具倾斜孔尺寸为φ60图片mm与零件φ60图片mm尺寸相配合,保证了定位精度,零件放入夹具中,用螺钉拉紧,并采用螺柱压紧的夹紧方式,用螺母紧固,保证了夹紧牢固可靠。倾斜孔车床专用夹具如图1-74所示。装夹工件结构如图1-75所示。
(2)为便于M12×1.5-6g,90°锥孔的加工,设计制作了专用刀具,如图3所示。

图3 专用刀具
(3)为便于零件外形加工,设计了简易胎具,方便零件的外形尺寸加工。外形加工的胎具如图4所示。

图4 简易胎具
1—心轴 2—工件 3—螺堵
(4)工艺方案:①车削1:粗车内孔外圆各尺寸,外径按φ60图片mm控制,与车倾斜孔车床夹具内孔配合,保证定位精度。长度尺寸153mm和137mm加工完成,保证端而垂直度。内孔按φ30mm、φ16mm控制,留数控车精加工余量。②划线:各孔位置,十字线与侧面相连,准确清晰。③数控铣:找正,13×φ5mm导引孔,保证位置公差。数控铣工件装夹如图5所示。数控铣加工程序如图6所示。④镗孔:所有孔。⑤车削2:将工件装夹在夹具上加工M12×1.5-6g,90°锥面倾斜孔,并用测压器配研90°锥面。⑥数控车1:内孔各尺寸到位,φ32mm按φ32图片mm加工。⑦数控车2:穿胎加工外形各尺寸。

图5 数控铣工件装夹
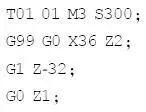
图6 数控铣加工程序
(5)数控程序
工件左端内孔,数控车1程序如下:






























































官方微信号

官方视频号
