2025年10月31日
TE2025年10月30日
罗克韦尔2025年10月24日
采埃孚2025年10月24日
兆易创新2025年10月24日
欣旺达2025年10月27日
魏德米勒
2025年10月22日
倍福
2025年10月16日
罗克韦尔
2025年10月16日
明珞装备
2025年10月11日
EMAG
2025年10月31日
海克斯康
2025年10月24日
Melexis
2025年10月24日
倍加福
2025年10月23日
科尔摩根
2025年10月23日
海康机器人
此项操作法应用于细长杆类零件的加工。具体涉及加工该零件的夹具设计和刀具设计等。该加工方法适用于细长杆类零件的车削加工,在同行业的机械加工中可以推广应用。
(本篇选自《机械加工特色操作及实用案例》第一章(十八)细长杆类零件的车削加工操作法)
操作法内容:零件如图1所示,材质为W18Cr4V,直径只有φ5.8mm,长度为560mm,该零件长径比接近100倍,为典型的细长杆类零件。由于批量小,而且没有专用设备及专用夹辅具,只能用卧式车床加工。

图1 零件
生产时,采用零件端用自定心卡盘夹紧,另一端用螺纹回转顶尖拉制的加工方式,走刀方向为从机床主轴向尾座即反向走刀,用自定心卡盘跟刀架辅助支承,在车削中跟刀架随着刀具纵向进给,能很好地起到支承作用。零件加工示意如图2所示。用此法加工的细长杆类工件,能解决加工过程中由于切削热而产生的线膨胀变形和径向切削力带来的弯曲变形,反向走刀可以使工件受一个与切削力方向一致的轴向拉力,使工件不被甩弯。
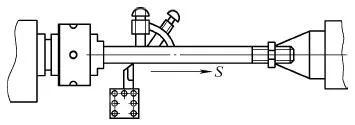
图2 零件加工示意
特色点一:车削时,用螺纹回转顶尖拉紧工件并反向走刀,通过粗、精车工序,不断消除工件的加工变形因素。
加工前,先将φ10mm圆钢料一端加工M10螺纹,然后将毛坯用螺母背紧在螺纹回转顶尖上,另一端用卡盘夹紧,并使尾座向右拉紧,再在每一次走刀前在靠卡盘一端车出跟刀架支承爪架口位置,这一段直径要与跟刀架的架子爪互研,保证架子爪与工件接触部分等于工件直径的弧面,和工件接触良好,然后按粗、精车的次序加工。在整个加工过程中,如图3所示,通过旋紧活动套,将螺纹回转顶尖固定在尾座芯中,旋转尼座手轮,使尾座上的螺纹回转顶尖始终处于拉紧状态。

图3 回转拉紧式螺纹顶尖装置
1—回转顶尖 2—活动套 3—推力球轴承 4—固定套 5—螺钉
特色点二:车削细长轴时所用的自定心卡盘跟刀架(见图4),在车削中跟刀架随着刀具纵向进给,能很好地起到支承作用。
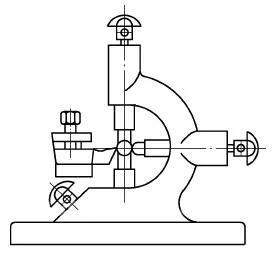
图4 自定心卡盘跟刀架
特色点三:为防止螺纹回转顶尖松动,设计如图1-82所示的回转拉紧式螺纹顶尖装置。
特色点四:刀具材料选用YW1硬质合金刀片,刀具如图5所示。

图5刀具示意
主偏角75°~90°,使其在切削过程中产生一定径向力,这个力不宜过大,以便将工件推紧在跟刀架的爪上,可避免出现加工细长轴时出现的各种缺陷。刀具前角要大、使刀刃保持锋利,切削轻快,减小径向力,刃倾角采用+3°,使切屑背离工件已加工表面。
细长杆加工时还应注意:①切削前,必须把架子爪研好,架子爪上的弧面直径不能小于加工零件每次走刀时的直径,调整架子爪时,三个爪的力量均匀,不能过大,并使圆弧面与工件形成同心圆。②粗车时,刀尖应高于工件中心0.1mm左右,精车时,刀尖应与工件中心一致。③切削液选择乳化液即可,浇注应连续,以降低切削热。④调整好所用机床各部分间隙。⑤机床转速250~400r/min,进给量0.1~0.15mm/r。




























































官方微信号

官方视频号
